
Das Spektrum der Nachbearbeitung umfasst zum Beispiel:
Herstellung von Biegezangen für den Klimabau
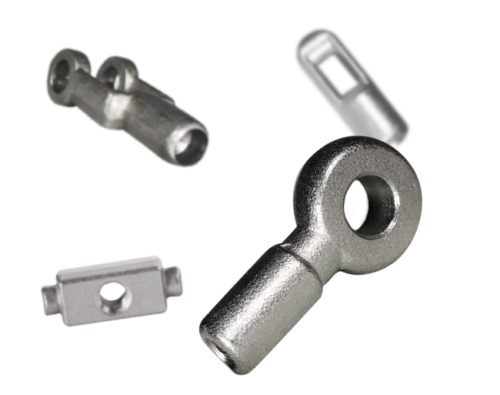
Mechanische Nachbearbeitung von Metallteilen
ZENTRIEREN
BOHREN, STUFENBOHRUNGEN
GEWINDESCHNEIDEN ODER GEWINDEFORMEN
SENKEN
REIBEN
QUERBEARBEITUNG

Die bearbeiteten Artikel unterscheiden sich zum einen durch den Herstellungsprozess der Rohlinge. Daraus resultieren die charakteristischen Unterschiede zum Beispiel beim Spannen oder auch bei der Spanbildung, die bei der Bearbeitung zu berücksichtigen sind.
Zum anderen hat natürlich die Menge einen sehr großen Einfluss darauf, wie ein Artikel bearbeitet wird. Von der manuellen Bearbeitung von Kleinserien und Mustern bis hin zur rationellen Großserienfertigung auf Rundtaktmaschinen über mehrere Jahre, können wir in unserem Haus alles realisieren.
Bei der Serienfertigung kommen unsere zwei Rundtaktmaschinen zum Einsatz. Zudem fertigen wir bestimmte Produkte auch auf speziell in unserem Haus entwickelten vollautomatischen Bearbeitungsautomaten.
In diesem Bereich werden die Artikel automatisch zugeführt und bearbeitet. Ein Mitarbeiter überwacht hier die Prozesse mehrerer Maschinen, wodurch die Herstellungskosten reduziert werden können.
Die gefertigten Stückzahlen kann hier je nach Produkt und Auftrag bei bis zu mehreren Millionen Stück pro Jahr und Artikel liegen.
Durch unsere flexible Personalstruktur können wir zum Beispiel mit Mehrschichtbetrieb schnell auf Bedarfsschwankungen unserer Kunden reagieren.

KALTFORMTEILE
Der Prozess des Kaltformens wird auch Kaltfließpressverfahren genannt. Hierbei wird das Ausgangsmaterial als Rundmaterial vom Coil (Ringmaterial) nur leicht erwärmt und anschließend in mehreren Stufen schrittweise in die gewünschte Form gepresst.
Vorteile des Verfahrens:
- Arbeitstemperatur unterhalb der Rekristallisationstemperatur
- Enge Maßtoleranzen möglich
- Kein Verzundern der Oberfläche
- Erhöhung der Festigkeit und Verringerung der Bruchdehnung (Kaltverfestigung)
Gerade die sehr hohe und gleichbleibende Maßgenauigkeit dieser Teile ist ein wesentlicher Vorteil bei der Verwendung solcher Verfahren. Diese Teile sind wegen Ihrer guten Verformbarkeit auch besonders für das Verpressen auf andere Komponenten (z.B. Stahlteilen) geeignet. Wegen der relativ hohen Werkzeugkosten sind Kaltformteile überwiegend für Serien mit hohen Stückzahlen sinnvoll.
KALTFORMTEILE
Der Prozess des Kaltformens wird auch Kaltfließpressverfahren genannt. Hierbei wird das Ausgangsmaterial als Rundmaterial vom Coil (Ringmaterial) nur leicht erwärmt und anschließend in mehreren Stufen schrittweise in die gewünschte Form gepresst.
Vorteile des Verfahrens:
- Arbeitstemperatur unterhalb der Rekristallisationstemperatur
- Enge Maßtoleranzen möglich
- Kein Verzundern der Oberfläche
- Erhöhung der Festigkeit und Verringerung der Bruchdehnung (Kaltverfestigung)
Gerade die sehr hohe und gleichbleibende Maßgenauigkeit dieser Teile ist ein wesentlicher Vorteil bei der Verwendung solcher Verfahren. Diese Teile sind wegen Ihrer guten Verformbarkeit auch besonders für das Verpressen auf andere Komponenten (z.B. Stahlteilen) geeignet. Wegen der relativ hohen Werkzeugkosten sind Kaltformteile überwiegend für Serien mit hohen Stückzahlen sinnvoll.
GESENKSCHMIEDETEILE
Bei diesem Herstellungsverfahren wird ein erwärmter Rohling zwischen den zwei Schmiedegesenken geformt. Für den Umformvorgang können mehrere Arbeitstakte nötig sein. In den beiden Gesenkhälften ist jeweils die Negativform des herzustellenden Teils eingebracht. Die Schmiedetemperatur liegt bei etwa 80 % der Schmelztemperatur des verwendeten Materials (Arbeitstemperatur oberhalb der Rekristallisationstemperatur).
Durch das Entfernen des Schmiedegrates und durch den Versatz der Schmiedegesenke kann es zu Ungenauigkeiten oder Schwankungen in der Kontur der hergestellten Teile kommen.
Diese Ungenauigkeiten bei der Bearbeitung dieser Teile so zu berücksichtigen, dass hierbei eine gute und gleichbleibend hohe Qualität erzeugt wird, ist die größte Herausforderung bei diesen Produkten. Gesenkschmiedeteile eignen sich wegen der geringeren Werkzeugkosten und der höheren Stückpreise vor allem für kleinere bis mittlere Stückzahlen.
GESENKSCHMIEDETEILE
Bei diesem Herstellungsverfahren wird ein erwärmter Rohling zwischen den zwei Schmiedegesenken geformt. Für den Umformvorgang können mehrere Arbeitstakte nötig sein. In den beiden Gesenkhälften ist jeweils die Negativform des herzustellenden Teils eingebracht. Die Schmiedetemperatur liegt bei etwa 80 % der Schmelztemperatur des verwendeten Materials (Arbeitstemperatur oberhalb der Rekristallisationstemperatur).
Durch das Entfernen des Schmiedegrates und durch den Versatz der Schmiedegesenke kann es zu Ungenauigkeiten oder Schwankungen in der Kontur der hergestellten Teile kommen.
Diese Ungenauigkeiten bei der Bearbeitung dieser Teile so zu berücksichtigen, dass hierbei eine gute und gleichbleibend hohe Qualität erzeugt wird, ist die größte Herausforderung bei diesen Produkten. Gesenkschmiedeteile eignen sich wegen der geringeren Werkzeugkosten und der höheren Stückpreise vor allem für kleinere bis mittlere Stückzahlen.

GUSSTEILE
Beim Gießen entsteht aus flüssigem Werkstoff nach dem Erstarren ein fester Körper in einer bestimmten Form. Werkstücke werden gegossen, wenn ihre Herstellung durch andere Fertigungsverfahren unwirtschaftlich ist, nicht möglich ist oder besondere Eigenschaften des Gusswerkstoffs genutzt werden sollen.
Bei der Nachbearbeitung solcher Teile ist das gute Spanverhalten besonders hervorzuheben. Häufig wird bei der mechanischen Nachbearbeitung auch der Anguss an diesen Teilen entfernt.
GUSSTEILE
Beim Gießen entsteht aus flüssigem Werkstoff nach dem Erstarren ein fester Körper in einer bestimmten Form. Werkstücke werden gegossen, wenn ihre Herstellung durch andere Fertigungsverfahren unwirtschaftlich ist, nicht möglich ist oder besondere Eigenschaften des Gusswerkstoffs genutzt werden sollen.
Bei der Nachbearbeitung solcher Teile ist das gute Spanverhalten besonders hervorzuheben. Häufig wird bei der mechanischen Nachbearbeitung auch der Anguss an diesen Teilen entfernt.
DREHTEILE
Bei der rationellen Herstellung von Drehteilen auf Mehrspindel-Drehmaschinen oder kurvengesteuerten Drehautomaten ergibt sich oft nicht die Möglichkeit der Querbearbeitung oder der Bearbeitung der abgestochenen Seite des Drehteiles.
Hierfür bieten wir von der manuellen- über die teilautomatisierten- bis hin zur vollautomatischen Bearbeitung alle Möglichkeiten.
Die Querbearbeitung solcher Teile stellt hierbei für viele Unternehmen eine besondere Herausforderung dar. Wir verfügen über das entsprechende Know How und nehmen uns deshalb dieser Arbeit gerne an.

DREHTEILE
Bei der rationellen Herstellung von Drehteilen auf Mehrspindel-Drehmaschinen oder kurvengesteuerten Drehautomaten ergibt sich oft nicht die Möglichkeit der Querbearbeitung oder der Bearbeitung der abgestochenen Seite des Drehteiles.
Hierfür bieten wir von der manuellen- über die teilautomatisierten- bis hin zur vollautomatischen Bearbeitung alle Möglichkeiten.
Die Querbearbeitung solcher Teile stellt hierbei für viele Unternehmen eine besondere Herausforderung dar. Wir verfügen über das entsprechende Know How und nehmen uns deshalb dieser Arbeit gerne an.

KOMPLETTLIEFERUNG VON SYSTEMKOMPONENTEN
Hier spielen wir alle Vorteile der einzelnen Bereiche unseres Unternehmens für Sie aus:
- das Know-how unserer Lieferanten für die benötigten Einzelteile inklusive der Eigenschaften wie Härte oder Oberfläche
- unsere Erfahrung in der Bearbeitung der unterschiedlichen Materialien und Geometrien der einzelnen Bauteile
- produktspezifische Verpackung nach Kundenwunsch
- pünktliche, termingetreue Anlieferung der montagefertigen Komponenten
- effektive Koordination aller nötigen Prozesse für ein optimales Ergebnis
KOMPLETTLIEFERUNG VON SYSTEMKOMPONENTEN
Hier spielen wir alle Vorteile der einzelnen Bereiche unseres Unternehmens für Sie aus:
- das Know-how unserer Lieferanten für die benötigten Einzelteile inklusive der Eigenschaften wie Härte oder Oberfläche
- unsere Erfahrung in der Bearbeitung der unterschiedlichen Materialien und Geometrien der einzelnen Bauteile
- produktspezifische Verpackung nach Kundenwunsch
- pünktliche, termingetreue Anlieferung der montagefertigen Komponenten
- effektive Koordination aller nötigen Prozesse für ein optimales Ergebnis
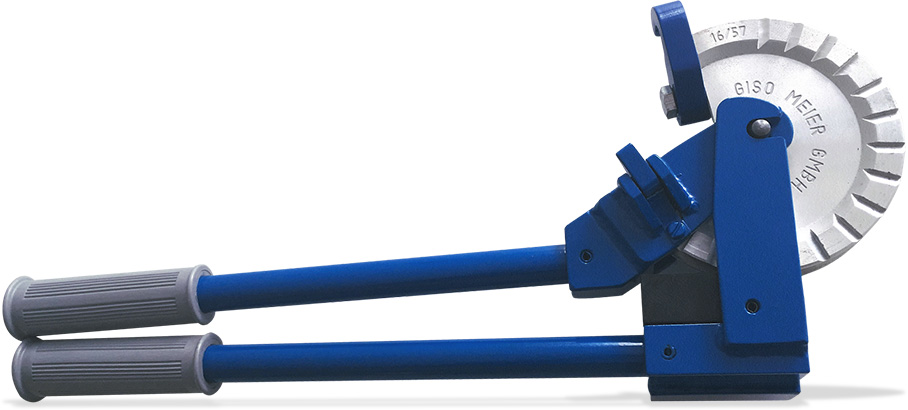
Made in Germany - zweiteilige Rohrbiegezange zum maßgenauen Kaltbiegen
Zum Kaltbiegen von Kupferrohren ist unsere Biegezange ideal. Unsere Rohrzange ist extrem robust aus Stahl gefertigt und ein unentbehrliches Hilfsmittel: Die zweiteilige Konstruktion erlaubt es, die Zange in eine bestehende Rohrkonstruktion einzuhängen und das Kupferrohr endlos kalt zu biegen. So lassen sich Rohrkonstruktionen mit hoher Präzision nachträglich anpassen. Das Zweihandwerkzeug ermöglicht das maßgenaue Biegen von metrischem Rohren mit einem Durchmesser von 6, 8, 10, 12, 15, 16, 18, und 20 mm. Und für Zoll-Rohr mit einem Durchmesser von 1/4“ 3/8“ 1/2“ 5/8“ 3/4“ 7/8“. Alle Biegezangen haben einen festen Biegeradius von 38, 57 und 76 Millimeter. Die Zange eignet sich für Standard- und für Sonderlösungen.
Unsere Biegezangen kommen vor allem in der Klima- und Kältetechnik zum Einsatz und darüber hinaus in der Sanitär- und Heizungstechnik.
Zu beachten hierbei ist, das diese Zangen ausschließlich dafür ausgelegt sind weiches, biegbares Kupferrohr vom Coil zu biegen. Standard Stangenmaterial ist nicht zum Biegen geeignet.
Sie möchten unsere Biegezange kaufen? Unsere Biegezangen erhalten Sie zum Beispiel bei folgenden Fachhändlern:
Christof Fischer GmbH
Frigotechnik Handels-GmbH
Robert Schiessl GmbH
BEIJER REF
Werner Kuster AG
Charles Hasler AG
Zum Kaltbiegen von Kupferrohren ist unsere Biegezange ideal. Unsere Rohrzange ist extrem robust aus Stahl gefertigt und ein unentbehrliches Hilfsmittel: Die zweiteilige Konstruktion erlaubt es, die Zange in eine bestehende Rohrkonstruktion einzuhängen und das Kupferrohr endlos kalt zu biegen. So lassen sich Rohrkonstruktionen mit hoher Präzision nachträglich anpassen. Das Zweihandwerkzeug ermöglicht das maßgenaue Biegen von Rohren mit einem Durchmesser zwischen 6 und 22 Millimetern und einem festen Biegeradius von 38, 57 und 76 Millimeter. Die Zange eignet sich für Standard- und für Sonderlösungen.
Unsere Biegezangen kommen vor allem in der Klima- und Kältetechnik zum Einsatz und darüber hinaus in der Sanitär- und Heizungstechnik.
Sie möchten unsere Biegezange kaufen? Unsere Biegezangen erhalten Sie zum Beispiel im Fachhandel bei der Christof Fischer GmbH und Frigotechnik Handels-GmbH.